




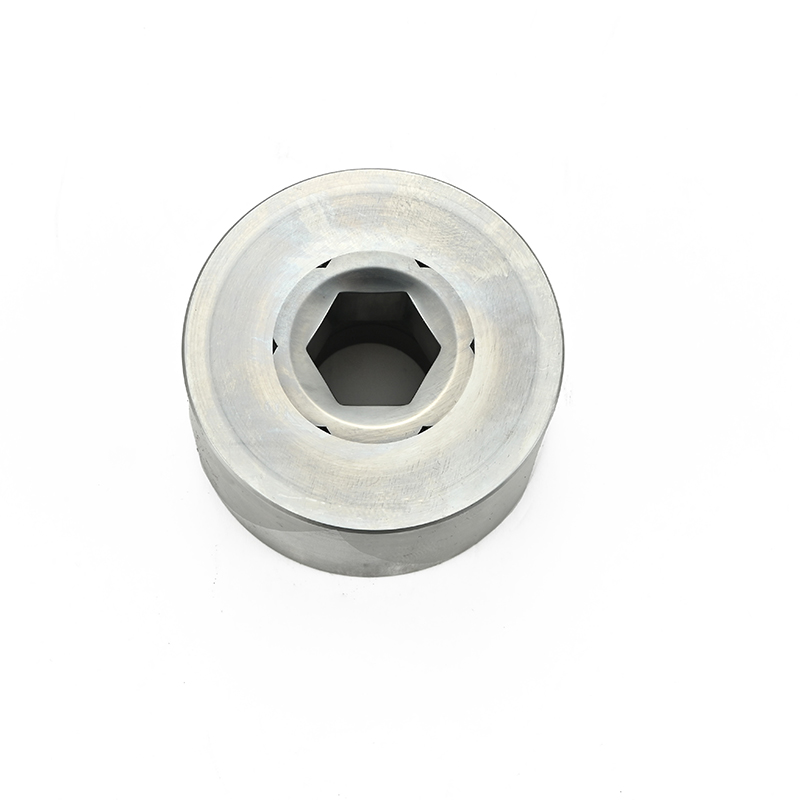


Vstavané šesťhranné jadro
| Položka | Parameter |
| Miesto pôvodu | Guangdong, Čína |
| Názov značky | Nisun |
| Materiál | VA80, VA90, KG6, KG5, ST7, ST6, KARBID |
| technológie | CAD, CAM, WEDM, CNC, vákuové tepelné spracovanie, 2,5-rozmerné testovanie (projektor), tester tvrdosti atď.(HRC/HV) |
| Dodacia lehota | 7-15 dní |
| OEM a ODM | Prijateľné 1ks |
| Veľkosť | Prispôsobená veľkosť |
| Balenie | PP + malá škatuľka a kartón |
Karbidová matrica:
1. Priamy otvor raznice
2.Vytláčacie matrice
3. Segmentované šesťhranné matrice
4.Rezačka&nôž
5. Prispôsobené matrice
Segmentové matrice môžu byť dodávané buď ako vložky alebo ako kompletné zostavy matrice z karbidu volfrámu alebo špeciálnej ocele.Výhody vymeniteľných segmentovaných čepelí na predĺženie životnosti nástroja sú široko uznávané.Všetky nástroje sú pred odoslaním zákazníkom certifikované.
Ako efektívna a rýchlo rastúca spoločnosť sa Nisun aktívne zaviazala poskytovať exkluzívne šesťhranné segmentované formy.Poskytované produkty sú celosvetovo uznávané pre našu najlepšiu kvalitu a jednoduchú inštaláciu.Tieto formy vyrábajú inovatívni profesionáli a pokročilá technológia a používajú sa na výrobu rôznych typov spojovacích prvkov v rôznych priemyselných odvetviach.Okrem toho vieme poskytnúť aj produkty rôznych veľkostí podľa potrieb zákazníka.
1. Vyberte materiál a veľkosť volfrámovej ocele, aby boli skrutky alebo matice správne tvarované.
2. Podľa rozdielu v obtiažnosti tvarovania, veľkosti, dĺžky skrutiek a matíc by mala byť štruktúra matrice navrhnutá primerane, multi-stanica a forma na matice by mala byť pridelená na primeranom základe deformačných a tvarovacích časov.
3. Forma má jemné remeselné spracovanie, presnú veľkosť, priemer otvoru, aby zodpovedala požiadavkám na povrchovú úpravu zrkadla.
4. Rozpätie distribúcie rušivého napätia, vyberte vhodnú veľkosť kužeľa zliatiny.
5. Oceľová manžeta musí byť pevná a dobre zahriata a rozsah tvrdosti po vákuovom tepelnom spracovaní by mal byť medzi 45℃-48℃.
6. Vývrt matrice a povrch drôtu udržiavajte čistý a hladký, drôt ťahaný za studena musí byť po žíhaní guľou pevne pribitý.
7.Na brúsenie cyklu a konca volfrámu používame diamantový kotúč.





